






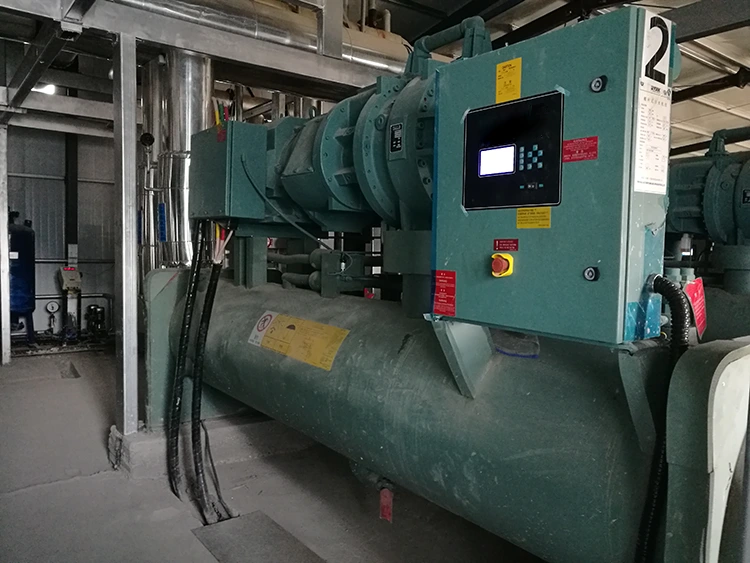
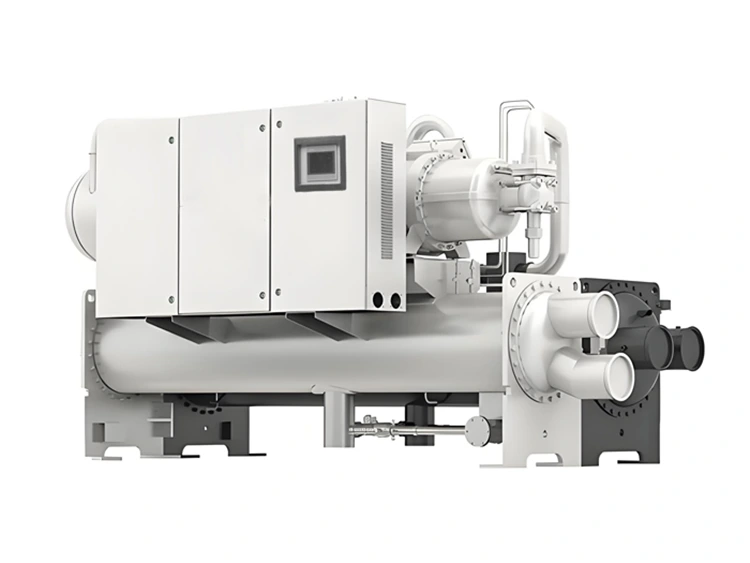

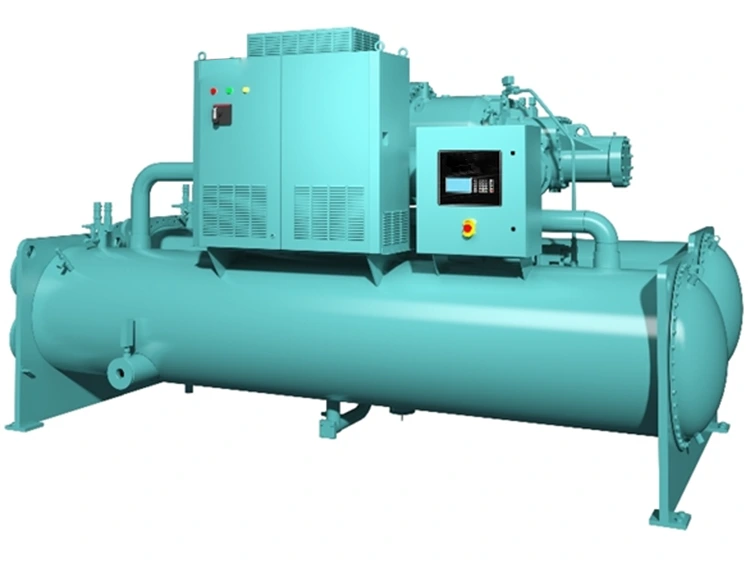
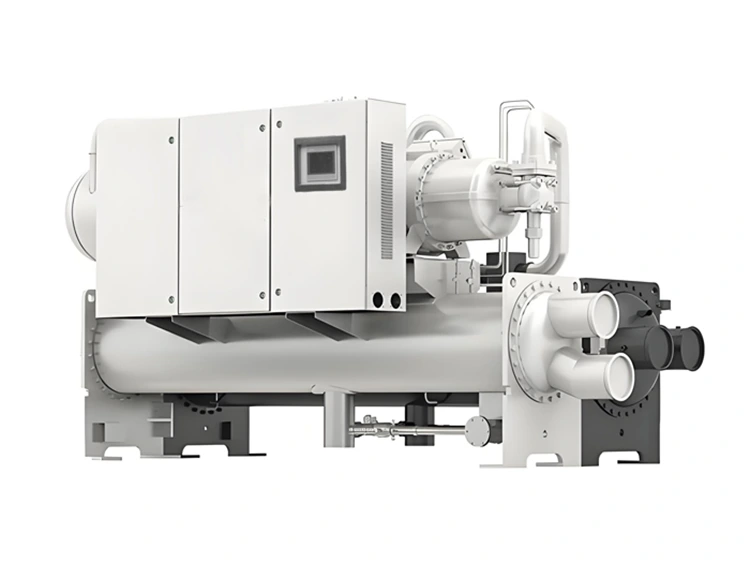
Water-Cooled Screw Refrigeration Compressor Unit
China manufacturer and supplier Lynxcool’s Water-Cooled Screw Refrigeration Compressor Unit delivers reliable, energy-efficient cooling for cold stores, blast freezers, food processing, and commercial HVAC. Factory-tested, skid-mounted, and low-maintenance, it ensures cost savings and multi-temperature flexibility.
Produced in China and exported globally, the Lynxcool Water-Cooled Screw Refrigeration Compressor Unit and its air-cooled equivalents provide an exceptionally cost-efficient refrigeration solution for industrial and commercial applications. By combining the compressor, condenser, and control system in a single skid-mounted unit, the need for separate cooling towers, condenser water pumps, and water treatment systems is eliminated. This simplification reduces both upfront capital expenditure and ongoing operational costs.
Economic and Cost-Effective Refrigeration Solutions
|
Feature |
Benefit |
Cost Impact |
|
Skid-mounted design |
Quick outdoor installation |
Lowers labor and site prep costs |
|
Integrated condenser |
Eliminates separate cooling tower |
Reduces capital and maintenance expense |
|
Factory-charged refrigerant |
Ready-to-operate upon delivery |
Minimizes commissioning cost |
|
Energy-efficient EC fans |
Reduces energy consumption by 12–20% |
Lowers operational electricity bills |
|
Stepless capacity modulation |
Matches cooling load precisely |
Avoids over-sizing and wasted energy |
By offering a flexible range of cooling capacities from 50 kW to 600 kW, the Water-Cooled Screw Refrigeration Compressor Unit and air-cooled models cover a wide spectrum of applications, from small cold storage facilities to large industrial blast freezing cells, ensuring optimal cost-effectiveness per kW of installed cooling.


Safety and Reliability
Built for Continuous and Critical Operations
Lynxcool refrigeration units are engineered for maximum reliability and safety in demanding environments. Each unit undergoes factory assembly, leak testing, and full-load run testing at the production facility before shipment, ensuring operational integrity upon arrival. The refrigerant circuit is fully charged with the appropriate refrigerant (R404A, R507A, R448A, R449A, or R134a), and the unit is verified under rated conditions, eliminating risks associated with field charging errors.
|
Safety Feature |
Description |
Application Benefit |
|
Factory-tested refrigerant circuit |
Verified for leaks and performance |
Eliminates field commissioning errors |
|
PLC-controlled setpoints |
Pre-programmed operating and safety limits |
Reduces human error and risk of system failure |
|
Lead-lag parallel configuration |
Redundant unit arrangement |
Maintains continuous cooling during peak loads |
|
Defrost and overpressure safety |
Automatic monitoring and control |
Protects compressors and evaporators from damage |
|
F-Gas compliance documentation |
Complete refrigerant charge records |
Supports regulatory adherence and audits |

Innovative and Differentiated Technologies
Energy-Saving EC Fan and Capacity Modulation
Lynxcool units incorporate EC condenser fan technology, which allows the condenser to float condensing pressure under low ambient conditions, reducing energy consumption by 12–20% compared to fixed-speed systems. For applications such as multi-temperature food processing lines, blast freezing cells, and commercial HVAC systems, the Water-Cooled Screw Refrigeration Compressor Unit can operate with stepless capacity modulation, precisely matching refrigeration output to load demand. This reduces unnecessary cycling, extends compressor life, and enhances energy efficiency.
Multi-Temperature and Flexible Integration
Food processing plants require cooling at multiple temperature levels:
· Chilled water (+6°C to +10°C) for air handling units
· Medium-temperature (−5°C to −15°C) for product chilling conveyors
· Low-temperature (−25°C to −35°C) for spiral freezers and blast cells
|
Application |
Temperature Range |
Unit Type |
Key Feature |
|
Cold Store & Frozen Warehouse |
−18°C to −35°C |
Air-cooled / Water-cooled |
EC fan, parallel configuration |
|
Blast Freezing Cells |
−35°C to −45°C |
Air-cooled / Water-cooled |
Low-evaporation compressor, subcooling coil |
|
Food Processing Multi-Temp |
+6°C to −35°C |
Air-cooled / Water-cooled |
Multi-unit SCADA control |
|
Commercial HVAC |
+6°C to +12°C |
Air-cooled / Water-cooled |
Brazed plate/shell-and-tube evaporator |
|
Supermarket Remote Units |
−1°C to −25°C |
Air-cooled / Water-cooled |
Electronic expansion valves, HFO low-GWP |

Operational and Maintenance Advantages
Simplified Installation and Service
The integration of the compressor, condenser, and control system in a single skid-mounted unit greatly reduces maintenance complexity. Air-cooled models eliminate the need for cooling towers, water pumps, and extensive piping, while water-cooled units offer compatibility with existing chilled water loops, making them ideal for retrofit projects. The factory pre-testing ensures units are ready for immediate operation, reducing commissioning delays and installation risk.
Long-Term Reliability
With factory-assembled components, leak testing, and comprehensive run tests, Lynxcool units achieve exceptionally low failure rates in long-term operation. Regular maintenance focuses on standard consumables such as filters, fans, and lubricants, without the need for specialized field adjustments.
|
Maintenance Feature |
Benefit |
|
Factory-tested refrigerant charge |
Reduces leaks and operational failures |
|
Pre-programmed PLC control |
Simplifies start-up and operation |
|
Skid-mounted compact design |
Easy access for service and inspection |
|
Modular parallel configuration |
Allows single-unit maintenance without system downtime |
Global Applications and Compliance
Lynxcool Water-Cooled Screw Refrigeration Compressor Units are exported worldwide and support a variety of applications:
· Industrial cold stores and frozen warehouses
· Blast freezing cells for high-throughput food processing
· Multi-temperature cold chain systems
· Commercial building HVAC and process cooling
· Supermarket centralized refrigeration with F-Gas low-GWP compliance
Units are supplied with complete documentation, including refrigerant charge, safety compliance, and factory test reports, ensuring regulatory adherence and operational transparency.
Hot Tags: Water-Cooled Screw Refrigeration Compressor Unit, Manufacturer, Factory, Supplier
Send Inquiry
Contact Info
-
Address
No. 1 Zhengzhou Road, Shibei District, Qingdao City, Shandong Province, China
-
Tel
-
E-mail
Welcome to send your detailed demands for Refrigeration Compressor Unit, Screw Compressor Unit, Evaporator. Our professional sales team from this China refrigeration manufacturer will reply quickly, provide custom plans and one-stop purchasing service.









